
















İki İstasyonlu Yeni Enerji Motor (EV) Rotoru Otomatik Balans Makine Model XH-DLX42
Equipment Description
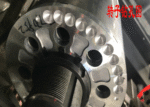
The balancing machine is compatible with the dynamic balance test and milling correction of stainless steel impellers with impeller diameters ranging from Φ160mm to Φ500mm, and the balance correction method is beveled milling.
| Product Parameters | ||
| Serial No. | Item Details | Parameter Range |
| 1 | Equipment Model | XH-DLX42 |
| 2 | Workpiece mass range (kg) | 2.5-42 |
| 3 | Workpiece outer diameter range (mm) | 160-500 |
| 4 | Balancing speed (rpm) | ≤2500 |
| 5 | De-weighting method | Ball cutter milling correction |
| 6 | Milling function | Multi-layer milling can be achieved |
| 7 | Maximum milling depth (mm) | ≤1.5mm |
| 8 | Maximum milling angle | ≤100° |
| 9 | Range of de-weighting clamping diameter (mm) | Φ160-Φ500 |
| 10 | Keyway weight compensation | Software can realize |
| 11 | Spindle servo motor power(kw) | 5 |
| 12 | X-axis servo motor power | 1,5 |
| 13 | Z-axis servo motor power(kw) | 3 |
| 14 | Milling motor power(kw) | 4 |
| 15 | Minimum attainable residual unbalance(g.mm/kg) | 1 |
| 16 | Production cycle time (s) | ≤120 |
| 17 | Unbalance reduction ratio (%) | ≥95 |
| 18 | Working air pressure (MPa) | 0.4~0.6 |
| 19 | Working voltage (V) | AC:380 |
| 20 | Weight of the whole machine (kg) | About 1800 |
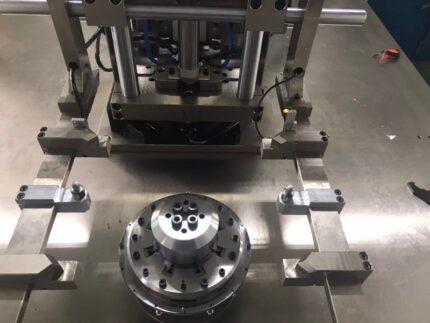
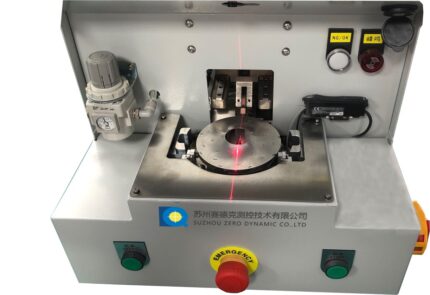
| Single Station Pump Impeller Automatic Milling Correction Balancing Machine | ||
| 1. Equipment Description The balancing machine is compatible with the dynamic balance test and milling correction of stainless steel impellers with impeller diameters ranging from Φ160mm to Φ500mm, and the balance correction method is beveled milling. Because of beveled milling, the equipment adopts BT50 power spindle, which ensures that the equipment will not shake due to the lack of rigidity during cutting. The balancing machine is mainly composed of balance measuring mechanism, automatic milling system, dust-absorbing device, including box, strong power box, weak power box and other parts. The balance measuring mechanism adopts internal rising type pneumatic elastic fixture to fix the workpiece, which has the features of simple structure, high centering precision, reliable clamping, convenient installation and disassembly, etc.. Taper fit is adopted between the elastic sleeve and the mandrel; and the self-locking fixture cylinder is used, so that it won’t loosen the workpiece in the case of a sudden loss of pneumatic pressure. The automatic milling system consists of axial automatic feed mechanism and circular arc rotating mechanism. The system can analyze the unbalance value and angle of the rotor into correction data, and the PLC controls the milling mechanism to make automatic correction to the impeller. The PLC controls the milling mechanism to correct the impeller automatically. When correction, the axial automatic tool feeding mechanism controls the milling depth, and the three-jaw chuck controls the milling angle. | ||
